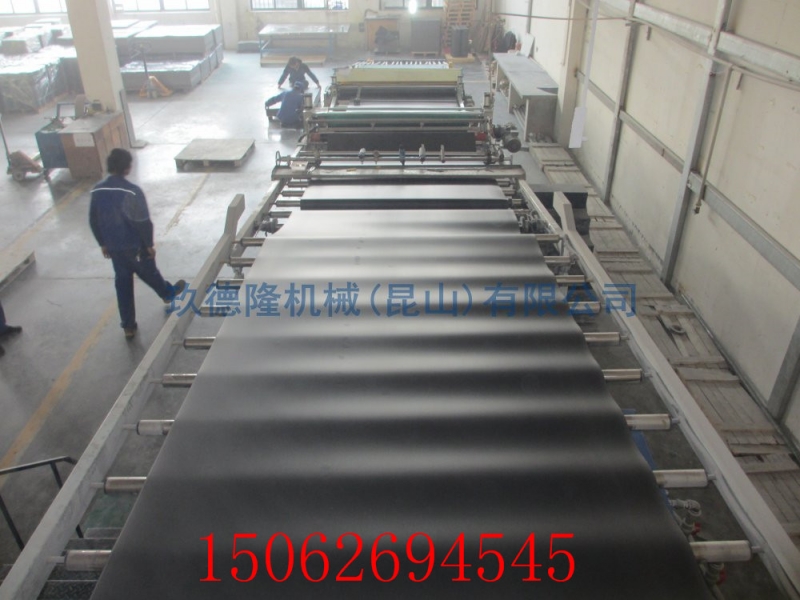

螺杆的选择螺杆型式的选用主要根据塑料的物理性能及挤塑机的生产技术规范来确定。(1)非结晶型聚合物的软化是在一个比较宽的温度内完成的,一般选用等距渐变螺杆。结晶型聚合物熔融的温度范围比较窄,一般选用等距突变螺杆。(2)塑料片材挤出机
在小型挤塑机上,如φ45挤塑机螺杆采用的是等距不等深的全螺纹型式,螺杆的长径比较小,主要用于挤出小截面的绝缘层和护套层,挤出速度较快。(螺杆直径即螺纹的外径,挤塑机的生产能力(挤塑量)近似与螺杆直径的平方成正比,在其它条件相同时,螺杆直径少许增大,将引起挤出量的显著增加,其影响甚至比螺杆转数的提高对挤出量的影响还大。
二段法的优点是两相分散更均匀。
中型螺杆采用等距而螺纹深度渐变的全螺纹型式,它的长径比比小型螺杆大些,螺纹的节距相等,从根部起由浅到深。螺纹端部的螺纹较深,根部的螺纹较浅,这样塑料挤出量较多,又不影响螺杆强度,挤出速度快,塑料塑化好,是一般中小型挤塑机生产绝缘层和护套层的理想螺杆。(4) 塑料片材挤出机
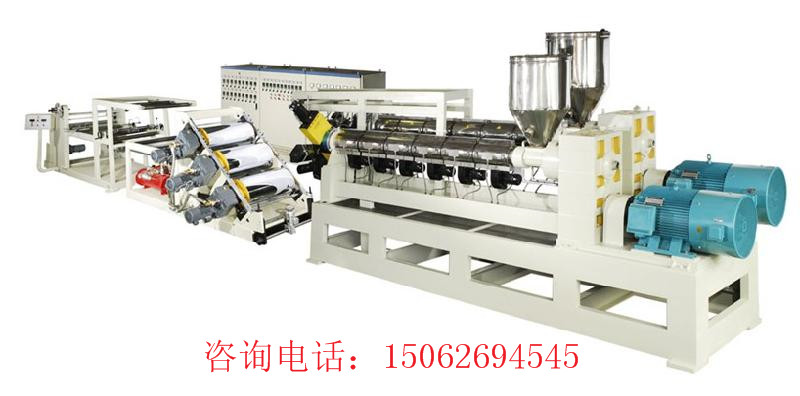
大型螺杆直径一般在150mm以上,如φ150、φ200、φ250挤塑机。大型螺杆采用两种型式,一是等距不等深,如φ150、φ200挤塑机;二是螺杆分三段,即等距等深、等距不等深、不等距不等深,如φ250挤塑机,压缩比在2~3之间,长径比在15:1左右,主要用于生产大截面的电线电缆绝缘层和护套层 机械共混的原动力来自提供的机械搅拌和剪切作用。机械共混是机械力作用下的体系均化过程,通常认为该均化过程包括体系各组分的物理混合与分散,但实际上,机械共混过程中的机械力除了为组分的混合与分散提供能量外,还会引发组分间的力化学反应,该反应对橡胶与塑胶的并用性能有重要影响。 橡塑共混设备主要包括高温开炼机、密炼机、螺杆挤出机和连续混炼机。连续混炼机分为密炼挤出组合式和转子螺杆组合式两种形式。高温开炼机和密炼机为间歇式混炼设备,螺杆挤出机和连续混炼机为连续式混炼设备。连续混炼机结合了密炼机和螺杆挤出机的优点,生产效率高,将成为今後最主要的共混设备。橡塑共混的其他考虑因素 虽然了解了橡塑并用的混溶性原则及橡塑共混的方法,但根据人们多年来在共混领域的实践,橡塑共混还需考虑以下因素: 1. 溶解度参数。每种高分子材料都有反映其分子间力的溶解度参数δ,两种聚合物共混,应尽可能选择溶解度参数差值Δδ小,但又大於0,因为Δδ越小共混效果越好,而差值小到0的话,则不存在两相,也就失去了共混的意义。 2. 极性。选择橡塑并用时,传统的做法是优先考虑极性相近,避免使用极性悬殊的两种聚合物,但随着增容技术的出现,这方面的考虑可以有所减轻。塑料片材挤出机
3. 粘度。粘度是高分子材料平均分子量的表徵,粘度越小,混合熵就越小,导致分散均匀度越高,微区尺寸越小。 4. 温度。温度对橡塑共混特别重要,因为塑胶在常温下处於结晶态,只有当温度达到一定程度时,才能解除结晶,进入共混。至於具体的温度值,则视品种而定。如PVC的熔融温度为150℃,只有当塑胶熔融後才能进入良好的共混状态,否则效果很差。增容技术填补不足